悽�����������ܼ�����˾ > ������ > ���ӑB > ������������ / News
��Ƙ�ܵķ����g��ˇ��B
���ߣ�Admin ���l���r�g��14/07/29��
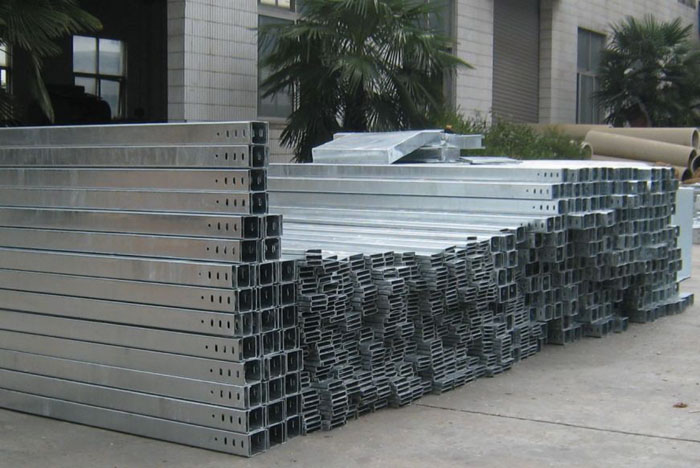
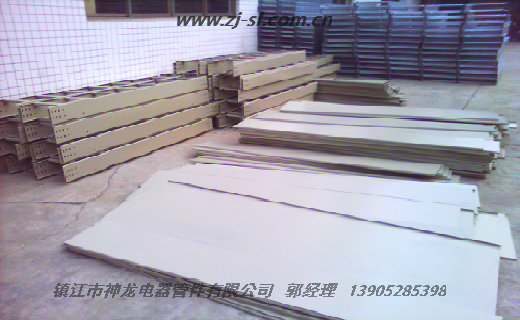
�����|��������\�g����ӽ��ܻ�����\�g��������p�ط����g���o�ӵĿ����g�����dz������e�m�����Џ��ᡢ���A���}���g���w�ĭh��֮�У��������a�}�ᡢ���ᡢ�������ἰ䓏S���rˎ�S���켈�S�������S����Iȫ�氲�b���L��ʹ�ÿɵõ��@���Ŀ����gЧ���ͽ���Ч�棬�乤ˇ����:
(1)����X�\������:�������\�g����Ĺ�����ܛ��(��)���ѹ��������ϵĻ҉m����Ƀ������ɼӟ�(�r����������С�ز�)һ���ܣ��Cе���~�ܻ�����sһ�������zֱ�����b.
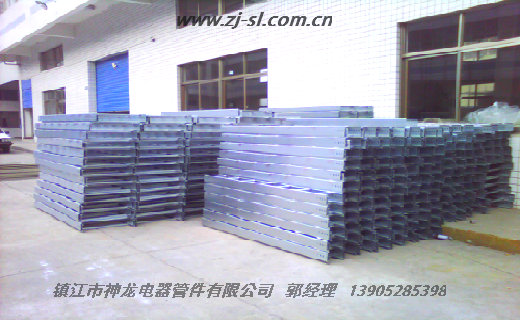
(2)�ᏽ�X�\������:�џ�����\�g��������Ĺ�����ܛ��(��)���ѹ��������ϵĻ҉m����Ƀ�һ���ɼӟ�(�r�g��������С����)~����~�Cе���~�ܻ�~��s~����~�z��~���b��
���˜ʴ_�ش_���ӟ�ضȺ͕r�g������ͬͿ�ϑ����M��ԇ���Ԍ���ͬ��ȵ�ԇ�ӑҒ���һ���A����ڰ�ɫ�ķ�ĩͿ���н��죬Ȼ������O���ضȵĠt�ȣ�ÿ��һ���ض�ȡ�����^��Ϳ���ɫ׃�S��r���_��****��Ϳ�Ӝضȡ�
���ӽ��ܡ������|����A���ֱ�������Ӳ��У��������ijߴ���ȑ�������ܵ��L�ȡ����Ⱥ����aЧ�ʛQ����ߡ�װ��b�װ壬ͨ�뉺�s�՚⣬ʹ��ĩ���������
�����|���һ�ν��ܣ����ԫ@��0.2һ0.8mm��Ϳ�ӡ����Ҫ������Ϳ�ӣ���
�Զ�η��ͼӟ��Ϳ����Ϳ�r�g��������2---5s�ȣ���ֹ�ؽ����Ϳ�Ӻ�Ȳ�������Ϳ���ۺ��Լ���ӣ��������Ϳ�ϡ�
�ܻ������ܺ��Ϳ��һ�㲻����ȫ��ƽ����Ҫ���μӟ��M���ܻ����ܻ��t�ĽY���ͼӟ᷽ʽ�c�A��t�������ƣ�ֻ�Ǽӟ�ضȑ���Щ���ܻ��ضȵĸߵͺ͕r�g�L���ɲ��õ����ϛQ�������ڹ����^��Ę�ܣ�������������^������A��ضȿ���ǡ�������M���ܻ���Ϳ��Ҳ����ƽ��
��s������ܻ����M����s����s�ķ�ʽ�������ϵ����ܛQ�������Բ�ȡ�L�䡢ˮ�����䣬����ע�⣬���E��s�����Ϳ�ӃȮa���ȑ������Еr����߀�����F���c�������yȱ�ݡ����߀�Dz�ȡ���䡣
��һƪ����|��ܵ��ޏͷ�����B ��һƪ����|����c�������Ʒ���Pϵ