





���YӍ
�aƷչʾ



����\�����|��ܼӹ��Ĺ�ˇҪ��
�l���r�g��2021/3/3 9:07:54 ��Դ:www.ad-man.com.cn ���ߣ�悽�����������ܼ�����˾
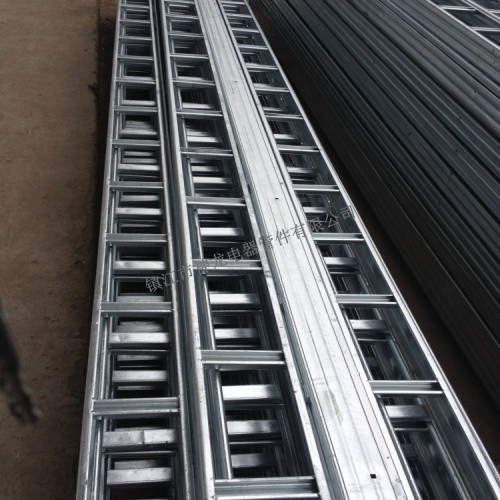
ժҪ������\��65um����Ƽ��������僌ӑ����oë�̣��o�^������ҡ�������©僬F���������z��僌Ӹ������������Є�Ó����Ƥ�����ȱ�ݣ�����\�����|���ʹ�����ޑ�����20�꣬�������������\�aƷ(���U����䓡���˨�����N�|Ƭ)��
һ������̎��
����\≥65um����Ƽ��������僌ӑ����oë�̣��o�^������ҡ�������©僬F���������z��僌Ӹ������������Є�Ó����Ƥ�����ȱ�ݣ�����\�����|���ʹ�����ޑ�����20�꣬�������������\�aƷ(���U����䓡���˨�����N�|Ƭ)��
�����ӹ�����
�θ��ܵ����L��ƫ����L�Ȟ�2�ף�3�וr�����Ӟ�3mm,6�וr�����Ӟ�4mm������ƫ�Ƶ�ֱͨ����ͨ��2mm��������400m,3mm������400mm����������\�����|��ܱ��摪ƽ���❍�������Гp����|�^���ӵ�ë�̡��J߅��ȱ�ݡ�
��������Ʒ�|��
����\�����|���ʹ�õ��������M�л����������c�������������o©����̓�����������Ѽy���A�������ӵ�ȱ�ݡ�
�ġ���ܺ��dƫ�
���~�������d���£����ֱͨ�������϶Ȳ�������1/200�����бۡ�֧�ܵĴ�϶�ֵ�c�L�ȵı�ֵ��������1/150��
�D�dՈע����̎��http://www.ad-man.com.cn/news/1918.html��
- ��һƪ����ʽ����䓘��ʹ�õ����w����
- ��һƪ�����P䓘��֧�ܰ��b������ע��
���P��
- �b�e��ʽ����䓘�ܕr��Ҫע����Щ2024-06-05
- ����\�������c�^�e2024-05-08
- ������|��ܷ���̎���ĺ�̎�������c2024-04-07
